No products in the cart.





iGWL-RW series
Robot Laser Welding Machine
A ground rail fiber laser welding robot is an automated welding system that combines a fiber laser welding head with a robotic arm or CNC-controlled torch carriage mounted on a linear ground rail — a precision track installed on or flush with the workshop floor that guides the welding system along its working length. The ground rail provides the extended linear travel axis that enables the welding system to follow long weld joints, traverse large workpieces, and reach positions across wide assembly fixtures that a fixed robotic arm on a stationary pedestal cannot access.
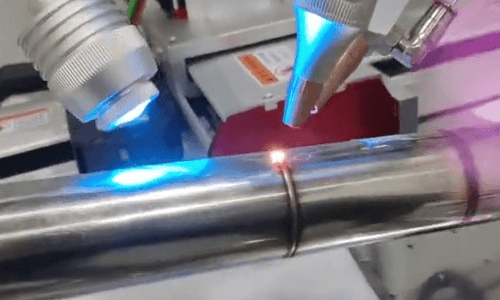
The IGOLDENLaser Ground Rail Fiber Laser Welding Robot integrates three core technologies into a single automated welding platform. The fiber laser source — ranging from 1,500W to 6,000W depending on configuration — generates the precision laser beam that delivers welding energy to the joint with the beam quality, controllability, and thermal management that fiber laser technology uniquely provides. The robotic arm or CNC torch carriage positions the laser welding head at the correct working distance, angle, and orientation relative to the joint throughout every weld pass — executing programmed weld paths with the positional accuracy and travel speed consistency that manual operation cannot sustain. The ground rail linear axis extends the system’s working envelope along the rail direction — enabling continuous welding along joints of any length, sequential welding at multiple stations along a production line, or repositioning between different weld locations on large-format workpieces.
The combination creates a welding capability that scales to the workpiece rather than being limited by the robot’s fixed reach — the ground rail effectively extends the robot’s working envelope to the full length of the installed rail, which can range from 3 meters for small production cells to 30 meters or more for shipbuilding, structural steel, and large-format industrial fabrication.
Optional laser power 1500W-6000W; support customization.