
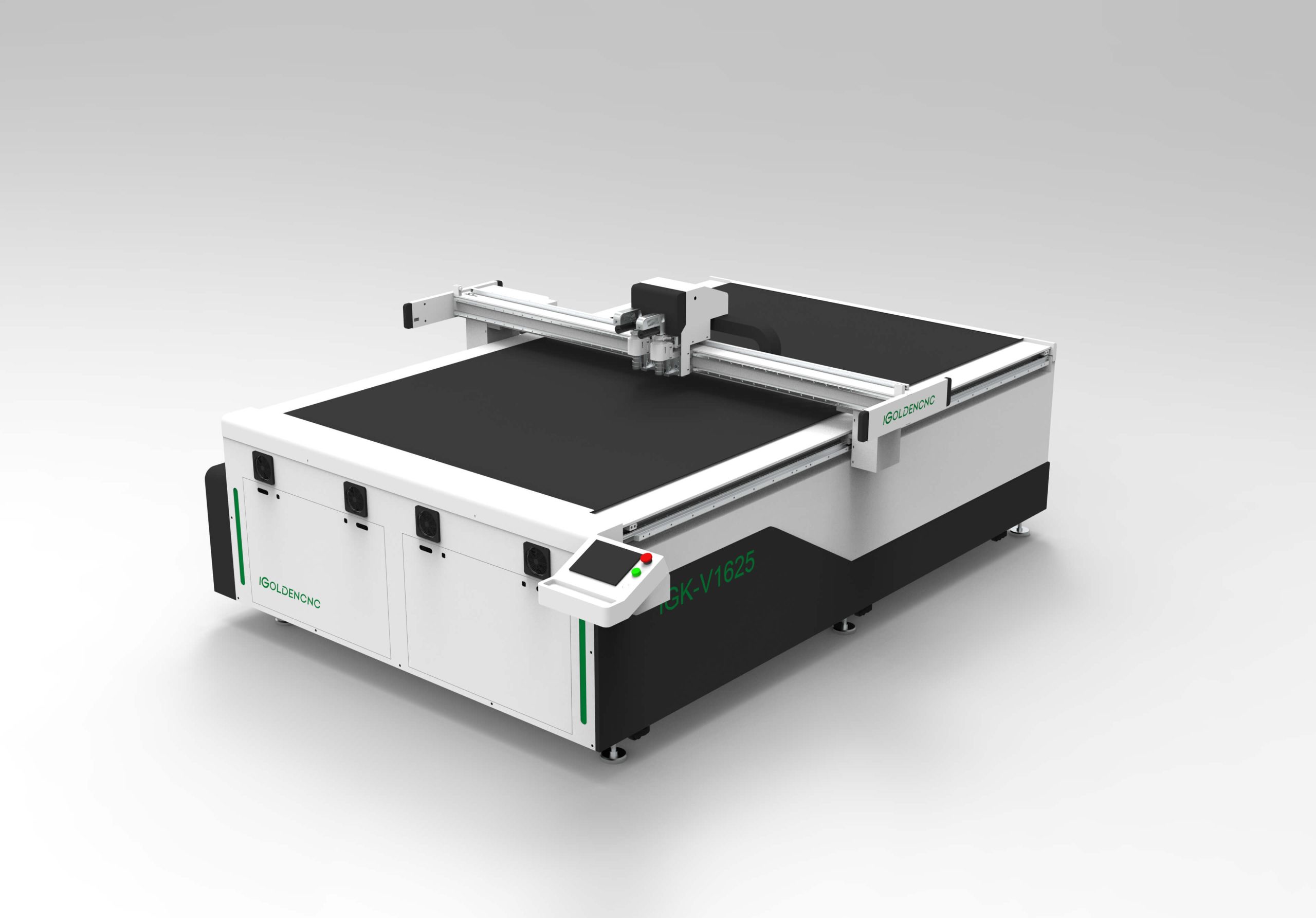
What Is Oscillating Knife Cutting Machine
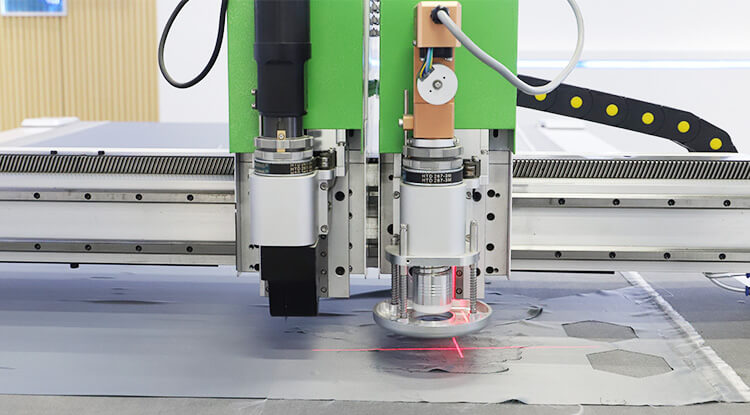
A CNC oscillating knife cutter is a high-precision cutting machine fitted with a motorized blade that rapidly moves up and down to slice through materials. Unlike rotary cutting tools, the oscillating knife provides clean cuts with no heat buildup, ideal for soft and semi-rigid materials. Controlled by computer software, it follows programmed paths with accuracy for intricate designs.
These machines find their very useful applications in several industries such as packaging, textiles, leather, and signage. These machines work with different materials like foam, rubber, cardboard, fabric, and plastic. The ability to cut without tearing or deforming the material is a key advantage.
CNC oscillating knife cutters work wonders in terms of efficiency, speed, and versatility. They reduce material wastage and labor costs, hence finding their perfect application in industries requiring precision and steadfast repetition.
What “Precision” Means for Oscillating Knife Cutting
Precision, therefore, represents how faithfully a machine converts a digital design into a physical part while maintaining dimensional correctness, consistency, detail integrity, and clean edges across repeated production cycles. Each component of precision addresses a specific aspect of this transformation process, and weaknesses in any one area can compromise the overall result.
Dimensional Accuracy
Repeatability
Resolution
Feature Precision
Edge Quality Precision
Registration Accuracy
Anatomy of Oscillating Knife Cutting Machines and How Each Part Affects Precision
Frame and Gantry Stiffness
Linear Guides, Bearings, and Rails
Drive System
Motors and Control
Encoders and Feedback Location
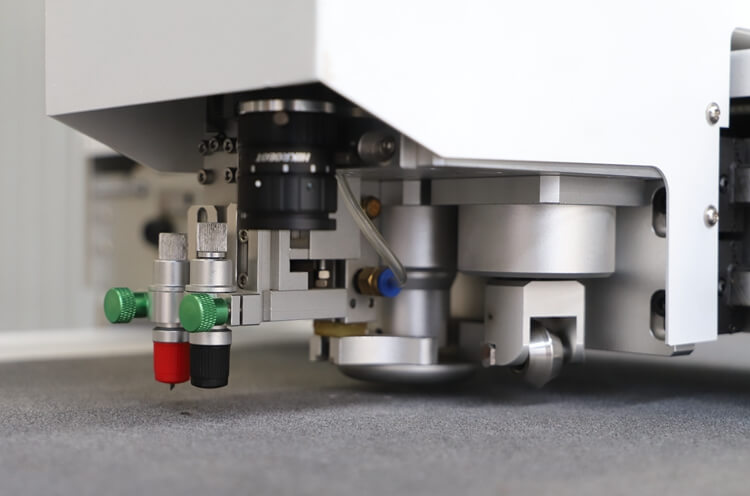
Tool Head Mechanics
Vacuum Hold-Down and Fixturing
Vacuum hold-down systems and fixturing practices (zone control, masking, underlays, edge clamping, and job sequencing) create a stable, repeatable reference condition. When that foundation is solid, the machine’s inherent motion accuracy can actually “reach” the workpiece.
Vacuum Zone Design and Leakage
Most flatbed oscillating knife cutting machines rely on a vacuum pump feeding a segmented (zoned) cutting bed. The idea is simple: concentrate suction where the material is, reduce suction where it isn’t, and maintain a strong pressure differential that pins the sheet down. Precision depends on how effectively the system maintains that pressure differential during the entire cutting cycle—especially after the cut has created openings that invite air in.
- Why Zone Design Matters for Precision
- Local holding force, not total pump size, is what prevents slip. A powerful pump spread across a large open area can produce weak hold-down in the actual cut region. Smaller active zones increase the effective hold-down where the knife is working.
- Part location vs. active zones: If the material only partially covers a zone, uncovered areas become “open leaks” that bleed vacuum. That reduces holding force under the part and can lead to subtle shifts during cornering or while cutting tight curves.
- Dynamic leakage as you cut: Every through-cut creates a new path for air. Late in the job—after many features are cut—the sheet can lose sealing integrity and become more prone to micro-slippage. This is why parts cut early can measure “better” than parts cut late on the same sheet.
- Main Leakage Sources that Quietly Degrade Precision
- Unused zones left open: If zones that aren’t covered are still active, they behave like giant holes in the system. Masking or shutting off unused zones can dramatically increase effective hold-down.
- Porous materials acting like a sponge: Felt, many foams, and corrugated board allow airflow through the sheet. Vacuum still works, but the effective pressure under the material drops, and the sheet can “float” slightly during rapid tool motion unless zones are managed carefully.
- Bed surface wear and seal damage: Worn gaskets, warped zone dividers, clogged channels, or surface damage cause uneven suction distribution. The result is inconsistent precision across the bed—parts cut in one area are perfect, while the same geometry in another area is slightly off.
- Micro-leaks from debris: Dust, fibers, and offcuts prevent full contact between sheet and bed. Even tiny debris can create localized lift, which becomes a weak spot where the knife can catch and drag.
- Precision-Oriented Setup Practices
- Use the smallest practical active zone footprint for the job.
- Mask uncovered bed areas (common with smaller sheets) to reduce open leakage.
- When cutting porous materials, prioritize higher vacuum flow and better zone sealing, and consider sequencing high-precision features earlier while the sheet is still well sealed.
- Keep the bed clean—because precision is often lost one tiny crumb at a time.
Material Flatness Matters
Vacuum works only where there is real contact. If the sheet is curled, wavy, tensioned from being stored on a roll, or internally stressed, it may bridge over low areas instead of lying flat. That reduces holding force precisely where you need it most—near corners, small features, and thin webs.
- How Flatness Directly Affects Dimensional Accuracy
- Lift creates a lever arm: When a sheet is lifted even slightly, the blade’s lateral force can move it more easily. What would have been a harmless force on a well-seated sheet becomes enough to cause creep.
- Vertical variation turns into lateral error: If the sheet rises, the blade enters at a slightly different effective angle or engages more of the bevel, increasing drag and shifting the cut edge. This is especially noticeable in thick foam, felt, and semi-rigid plastics.
- Inconsistent depth and resistance: A sheet that isn’t flat produces inconsistent penetration into the underlay. That changes cutting resistance from one section to another, leading to local distortions—one corner is crisp, another looks slightly rounded or torn.
- Common Flatness Problems and their Precision Symptoms
- Rolled stock “memory”: Curl causes the edges to lift, which is exactly where many nests place parts. Lifted edges often produce inaccurate perimeters and poor registration.
- Warped sheets: Bowed plastics can rock or settle during cutting as stresses release, changing cut accuracy mid-job.
- Uneven thickness or density: Some foams and felts vary across the sheet; vacuum may hold some regions tightly and others less so, causing region-to-region tolerance variation.
- Ways Shops Improve Flatness for Better Precision
- Pre-conditioning: Allow rolled materials to relax, unroll in advance, or apply gentle reverse curl when appropriate.
- Better contact: Use an underlay that helps the sheet “seat,” and increase the vacuum where the sheet tends to lift.
- Hybrid fixturing: For stubborn materials, combine vacuum with edge clamping, temporary weights outside the cut area, or tabs/bridges in the toolpath to keep parts stable until the end.
Underlay/Sacrificial Layer Choice
The underlay is often treated like a consumable protective surface, but in precision terms, it’s also a mechanical interface and a vacuum interface. It affects how evenly suction is distributed, how well small features are supported, and how consistent the blade’s effective cutting depth remains across the bed.
- How the Underlay Choice Changes Precision
- Vacuum distribution: A permeable underlay helps spread suction evenly and can improve hold-down for porous materials and small parts. A more sealed surface can increase peak suction for non-porous sheets but may create “hot spots” and dead zones if airflow paths are limited.
- Support under the cut: Small holes, narrow slots, and tight notches are prone to distortion if the material flexes downward during penetration. A supportive underlay reduces deflection and preserves feature geometry.
- Depth consistency and drag control: The blade typically cuts slightly into the underlay. If the underlay is too hard, the blade experiences higher resistance and increased wear; if it’s too soft, the blade can sink deeper, increasing drag and causing dimensional drift—especially on fine features and curves.
- Bed wear patterns create precision drift: Over time, grooves, compressed regions, and embedded debris create uneven support and uneven vacuum sealing. You may see the same geometry cut differently depending on where it sits on the bed.
- Underlay-Related Precision Best Practices
- Replace or resurface underlays before grooves and compression become severe—precision losses can be gradual and easy to miss until parts fail fit checks.
- Match underlay type to material: what helps vinyl lay flat may be a poor choice for thick foam or corrugated board.
- Watch for feature-specific failures (small holes not clean, corners rounding, incomplete separation) as early indicators that underlay support or depth control needs attention.
Oscillating Knife Precision VS Other Cutting Technologies
Versus Laser Cutting
However, oscillating knife cutting compares favorably—and sometimes superiorly—when working with non-rigid materials. Lasers introduce heat, which can cause melting, scorching, shrinkage, or edge hardening in plastics, foams, textiles, and composites. These thermal effects can alter final dimensions even if the laser path itself is extremely accurate. Oscillating knives cut cold, avoiding heat distortion entirely. While the knife’s physical width limits minimum corner radii and micro-feature size, it often delivers more functional precision on soft materials by preserving material properties and producing clean, non-altered edges.
Versus CNC Routing
Compared to CNC routing, oscillating knife cutting offers advantages in precision for soft and fibrous materials. Routers tend to pull, tear, or fuzz textiles, foam, rubber, and thin laminates, making fine features difficult to maintain. The oscillating knife’s slicing action reduces lateral force and material distortion, resulting in better edge quality and feature fidelity on these substrates. That said, routers outperform knives on thick, rigid materials where tool rigidity and depth control dominate precision outcomes.
Versus Die Cutting
The trade-off lies in flexibility and setup. Die precision is fixed to the physical die, and any design change requires new tooling. Oscillating knife cutting machines may not always match the absolute repeatability of a hardened steel die on millions of cycles, but they offer exceptional digital precision—the ability to produce accurate parts directly from CAD files without tooling lead time. For short runs, prototyping, and variable designs, oscillating knife cutting delivers practical precision far more efficiently.
IGOLDEN BLOG
Thank you for visiting the iGOLDENCNC website. iGOLDENCNC is the professional supplier of CNC machinery application solution, within the business of producing and selling CNC machinery and accessories.